

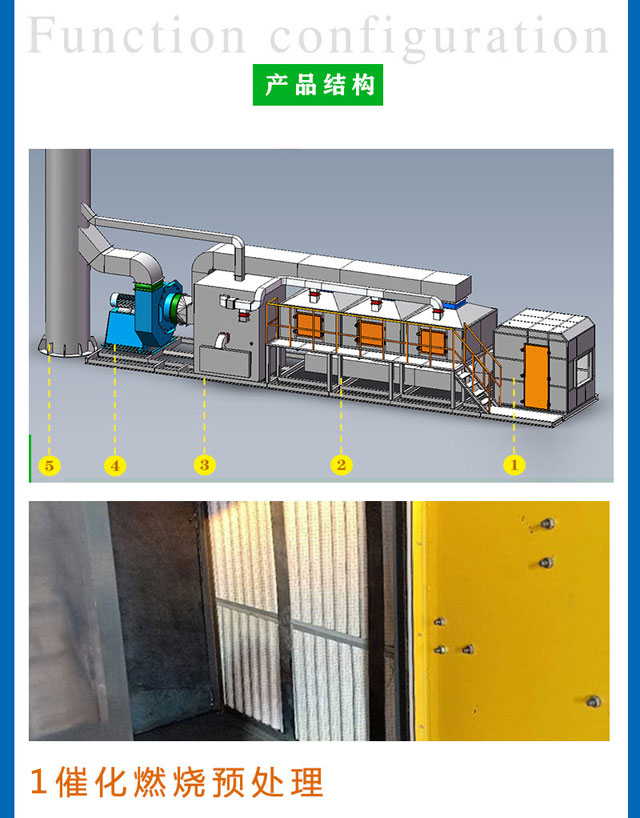



催化燃烧设备
催化燃烧主要利用催化剂将需要处理的废气当中的可以燃烧的物质,在一种较低温的情况下进行氧化以及分解的一种方法。在整个催化净化过程中,催化剂扮演的角色是用来降低化学反应的活化能,从而使反应条件更有利于可以控制的目的。
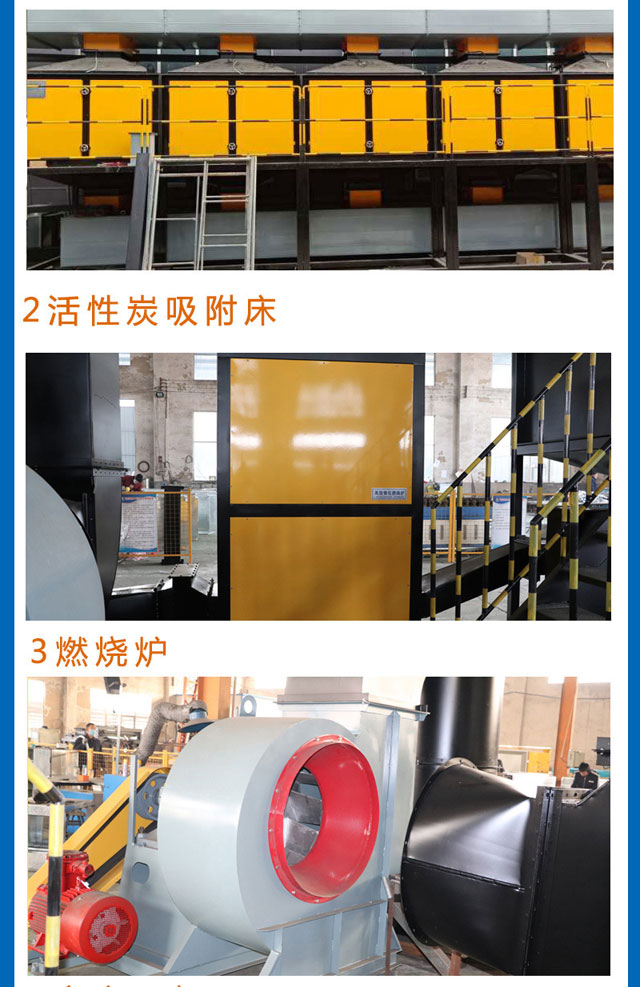
操作简单、安全、净化效率高,非常适合化工、喷漆、绝缘材料、涂装生产等行业的应用。催化燃烧的处理温度一般是根据废气而定,废气不同在处理温度上面也不一样,温度一般在250℃-500℃左右。在处理方式上面正常的流程有三个步骤:吸附、脱附、燃烧三步。
设备特点
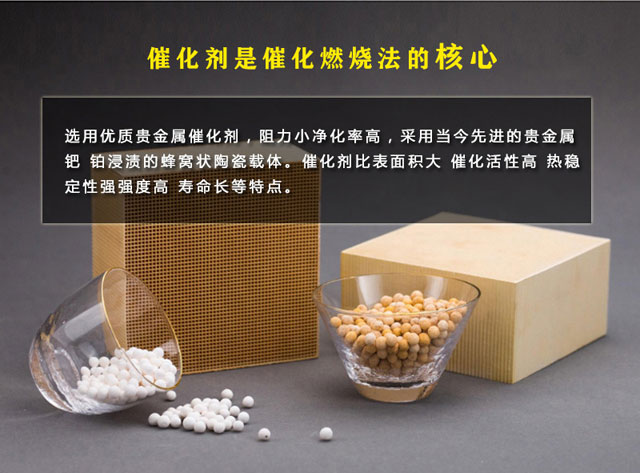
1、 点火温度低,反应速度快,节约能源。在催化剂燃烧过程中,催化剂的作用是降低voc和氧分子的活化能,改变反应路线。与热燃烧相比,催化燃烧具有着火温度低、反应速度快的优点。参见催化剂燃烧性能和热燃烧性能的比较。催化剂燃烧具有 较低的着火温度,节省了辅助能源的消耗,在某些情况下不需要外部加热。
2、 加工效率高,二次污染物少,温室气体排放。催化燃烧净化Voc的效率一般在95%以上,分解氧化后的产物主要是CO2和H2O。由于催化剂燃烧温度较低,nox生成明显减少[3-5]。辅助燃料消耗排放的CO2占CO2排放总量的比重较大,降低了辅助能源消耗,明显降低了温室气体的CO2排放。
3、 应用范围广泛。催化燃烧可以处理几乎所有的烃类有机废气和恶臭气体,以及广泛适用于处理的VOCs。对于低浓度、高流速、多组分和不可回收的VOCs,催化燃烧较为经济的方法是使用它。
4、自动化程度比较高、能耗较低。并且操作起来比较简单,遇到故障时会自动报警,并且低耗节能,防腐比较耐用,设备的使用寿命更长。
5、操作费用比较低,如果有机废气的浓度达到1000mg/m3以上时,净化设备当中的加热室是不要需进行辅助加热的,这样可以有效地节约的加热时所生产的费用。
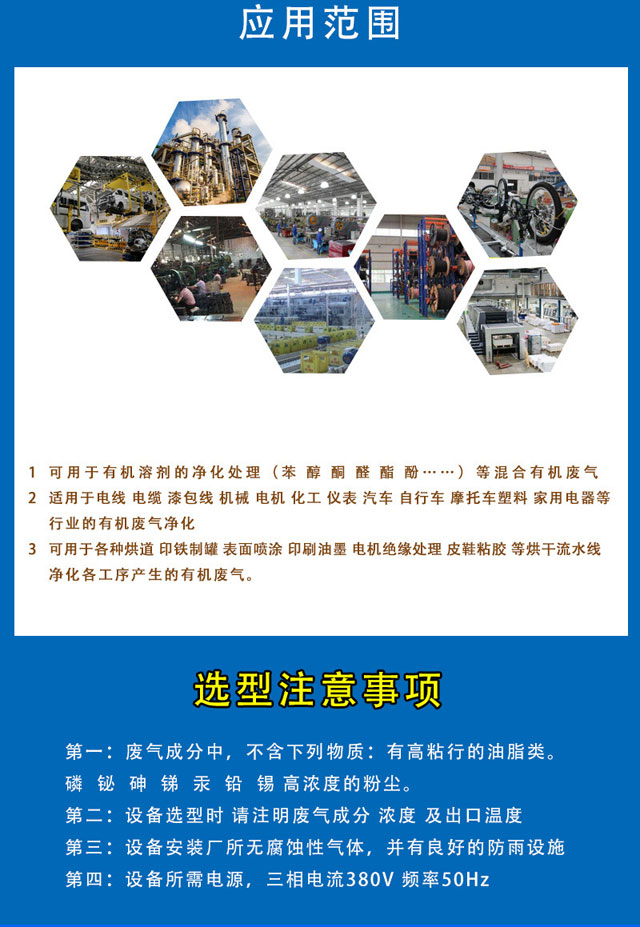
应用范围
催化燃烧设备以其结构简单、净化效率高、节能、二次污染等优点,广泛应用于线材加工、机械、电机、化工、设备、汽车、发动机、塑料、电器、石油、化工、印染等行业。其他工业有机废气处理。如油漆工业中的苯、乙醇、乙酸乙酯、三苯基(苯、甲苯、二甲苯),印刷工业中的异丙醇,电子工业中的乙酸乙酯、甲苯、二氯甲烷,三氯乙烷的吸附回收。此外,还可加工碳氢化合物(芳香烃、烷烃、烯烃)、含氧有机化合物(醇、酮、有机酸等)、含氮有机化合物、硫、卤素、含磷有机化合物等。
搜索微信号同手机:18267114694,了解环保新政策,在线咨询催化燃烧设备。善诚环境--专业的催化燃烧设备生产厂家,为客户提供废气处理方案报价。















